
Sprawdź naszą aplikację:

Reklama
Jak ograniczyć deformacje blach podczas cięcia?
18/06/2026 19:08
Spis treści
- Dlaczego blacha odkształca się podczas cięcia?
- Strefa wpływu ciepła – dlaczego ma znaczenie dla geometrii detalu?
- Cięcie laserem – kiedy pomaga zachować precyzję?
- Sam laser nie wystarczy – liczą się parametry procesu
- Jak projekt wpływa na deformacje blachy?
- Jak rozpoznać wykonawcę, który zapewni powtarzalną jakość?
- Precyzyjne cięcie zaczyna się od kontroli całego procesu
Jak ograniczyć deformacje blach podczas cięcia?
Problemy z precyzją cięcia blach rzadko zaczynają się dopiero na kontroli jakości. Nierówna krawędź, odchyłka wymiarowa, utrata płaskości albo skręcenie detalu zwykle są skutkiem decyzji podjętych wcześniej: wyboru technologii, parametrów procesu, sposobu podparcia arkusza i przygotowania projektu do cięcia. Im cieńszy, dłuższy lub bardziej ażurowy element, tym większe ryzyko, że po wycięciu nie zachowa zakładanej geometrii.
Odkształcenia nie zawsze oznaczają błąd operatora albo wadliwy materiał. Bardzo często wynikają z samej fizyki obróbki. Podczas cięcia w blachę wprowadzana jest energia – cieplna lub mechaniczna – która narusza równowagę naprężeń w materiale. Dlatego przy wymagających detalach liczy się nie tylko dokładność maszyny, ale też umiejętność ograniczenia wpływu procesu na strukturę blachy.
Reklama
Dlaczego blacha odkształca się podczas cięcia?
Blacha przed obróbką ma własne naprężenia wewnętrzne. Mogą wynikać z walcowania, transportu, magazynowania albo wcześniejszych operacji technologicznych. W chwili cięcia materiał zostaje lokalnie nagrzany, rozdzielony lub odkształcony mechanicznie. Część naprężeń się uwalnia, a część powstaje na nowo wzdłuż linii cięcia.
Najbardziej narażone na deformacje są cienkie arkusze, długie paski, wąskie mostki, detale z dużą liczbą otworów oraz elementy o niesymetrycznym kształcie. Problem nasila się wtedy, gdy cięcie prowadzone jest zbyt wolno, w złej kolejności albo przy parametrach, które nadmiernie przegrzewają materiał.
Reklama
Strefa wpływu ciepła – dlaczego ma znaczenie dla geometrii detalu?
W metodach termicznych kluczowe znaczenie ma strefa wpływu ciepła, czyli obszar przy krawędzi cięcia, który nie został stopiony, ale został mocno podgrzany. W tej części materiał może zmienić swoje właściwości, a podczas stygnięcia zaczyna się kurczyć. To właśnie skurcz cieplny odpowiada za wiele problemów z płaskością, kątem, wymiarem i stabilnością detalu.
Im szersza strefa wpływu ciepła, tym większe ryzyko odkształceń. Dlatego przy elementach wymagających wysokiej dokładności nie chodzi wyłącznie o samo przecięcie blachy, ale o możliwie małe oddziaływanie na materiał poza linią cięcia.
Reklama
Dlaczego niektóre metody mocniej deformują materiał?
Cięcie tlenowe i plazmowe dobrze sprawdzają się w wielu zastosowaniach, zwłaszcza przy grubszych materiałach, ale wprowadzają do blachy stosunkowo dużo ciepła. Przy detalach cienkich, precyzyjnych albo podatnych na skręcanie może to oznaczać większą strefę wpływu ciepła, szerszą szczelinę cięcia i większe ryzyko późniejszej obróbki wykańczającej.
Problemem może być nie tylko sama deformacja, ale też jakość krawędzi: grat, nadtopienia, utwardzenie, przebarwienia lub nierówna powierzchnia. Każda dodatkowa operacja – szlifowanie, prostowanie, frezowanie – wydłuża produkcję i zwiększa koszt detalu.
Reklama
Co ogranicza ryzyko odkształceń?
Najważniejsze jest ograniczenie ilości energii wprowadzanej w materiał oraz kontrola kolejności cięcia. W praktyce znaczenie mają między innymi:
- dobór technologii do grubości i rodzaju blachy,
- odpowiednia prędkość cięcia,
- prawidłowo dobrana moc źródła,
- właściwy gaz technologiczny i jego ciśnienie,
- kolejność wycinania otworów, konturów i drobnych elementów,
- stabilne podparcie arkusza podczas pracy,
- dobrze przygotowany plik produkcyjny.
Przy detalach seryjnych nawet niewielka korekta parametrów może zdecydować o tym, czy cała partia będzie powtarzalna, czy część elementów trafi do poprawek.
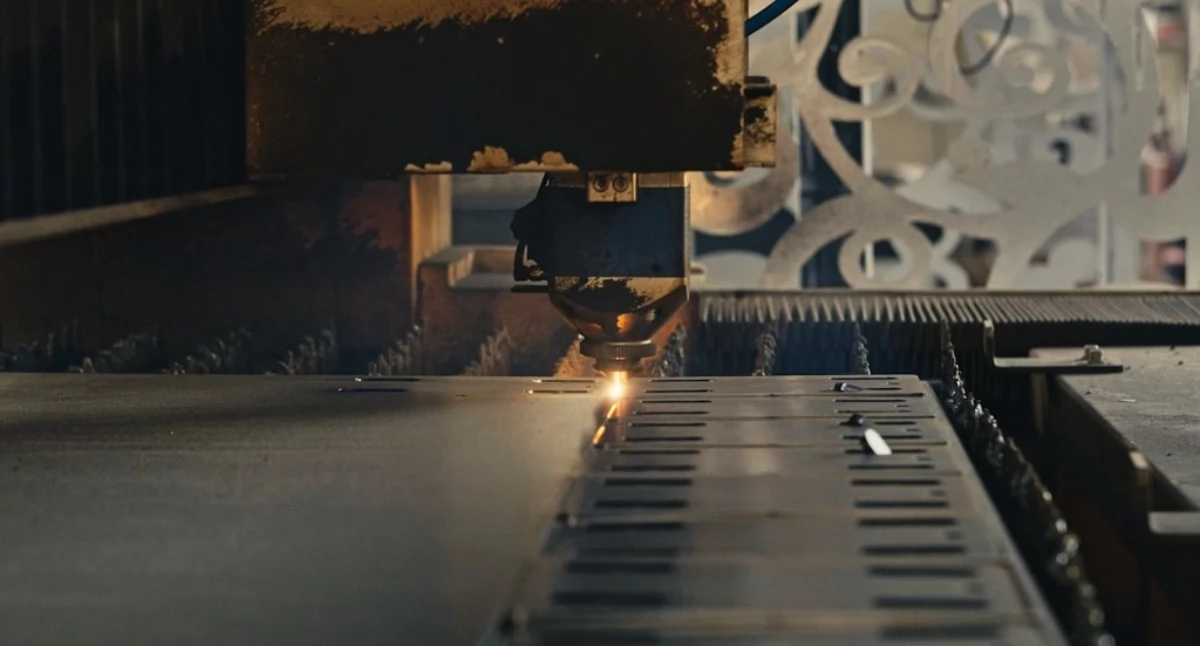
Cięcie laserem – kiedy pomaga zachować precyzję?
Nowoczesne cięcie laserowe pozwala skupić energię na bardzo małym obszarze. Dzięki temu szczelina cięcia jest wąska, a strefa wpływu ciepła mniejsza niż w wielu tradycyjnych metodach termicznych. Ma to szczególne znaczenie przy elementach, które muszą zachować dokładny wymiar, powtarzalną krawędź i dobrą płaskość po wyjęciu z arkusza.
Reklama
Cięcie laserem blach dobrze sprawdza się przy produkcji detali wymagających precyzji, krótkich serii, prototypów oraz elementów przygotowywanych do dalszych operacji, takich jak gięcie CNC, spawanie czy malowanie proszkowe. Czysta i równa krawędź zmniejsza ryzyko problemów na kolejnych etapach, a w wielu przypadkach ogranicza potrzebę dodatkowej obróbki.
Sam laser nie wystarczy – liczą się parametry procesu
Nawet dobra wycinarka nie gwarantuje jakości, jeśli proces jest źle ustawiony. Moc lasera, prędkość cięcia, ogniskowa, wysokość dyszy, rodzaj gazu i ciśnienie muszą być dobrane do konkretnego materiału, grubości oraz kształtu detalu. Inaczej tnie się cienką stal czarną, inaczej aluminium, a jeszcze inaczej stal nierdzewną.
Reklama
Zbyt wolne cięcie może przegrzać materiał i zwiększyć ryzyko deformacji. Zbyt agresywne parametry mogą pogorszyć jakość krawędzi, powodować grat albo utrudnić utrzymanie wymiaru. Duże znaczenie ma też nesting, czyli rozmieszczenie elementów na arkuszu. Jeśli detale są ułożone zbyt ciasno albo wycinane w niekorzystnej kolejności, arkusz może zacząć pracować już w trakcie procesu.
Jak projekt wpływa na deformacje blachy?
Część problemów z odkształceniami można ograniczyć jeszcze przed uruchomieniem maszyny. Projekt powinien uwzględniać nie tylko końcowy kształt elementu, ale też zachowanie materiału podczas cięcia. Szczególnie ostrożnie trzeba podchodzić do długich, wąskich detali, drobnych mostków, dużej liczby gęsto rozmieszczonych otworów oraz elementów o bardzo małej powierzchni podparcia.
Reklama
Przy bardziej wymagających zleceniach warto skonsultować plik przed produkcją. Czasem wystarczy zmienić kolejność cięcia, dodać mikromostki, poprawić promienie narożników albo inaczej rozmieścić detale na arkuszu, żeby ograniczyć ryzyko skręcania i unoszenia materiału.
Jak rozpoznać wykonawcę, który zapewni powtarzalną jakość?
Przy precyzyjnych detalach cena za metr cięcia nie powinna być jedynym kryterium wyboru. Ważniejsze jest to, czy wykonawca potrafi dobrać technologię do materiału, przewidzieć ryzyko deformacji i utrzymać jakość w całej partii, a nie tylko na pierwszym elemencie.
Reklama
Przed zleceniem warto sprawdzić:
- jakim parkiem maszynowym dysponuje wykonawca,
- jakie grubości i rodzaje materiałów obrabia na co dzień,
- czy oferuje weryfikację plików przed produkcją,
- czy może wykonać także gięcie, spawanie lub malowanie,
- jak kontroluje jakość wymiarową gotowych detali,
- czy ma doświadczenie w produkcji powtarzalnych serii.
Kompleksowa obróbka w jednym miejscu ogranicza ryzyko błędów między etapami. Jeśli detal po cięciu ma być gięty, spawany albo malowany, wykonawca powinien od razu ocenić, czy geometria i jakość krawędzi będą odpowiednie dla dalszej produkcji.
Precyzyjne cięcie zaczyna się od kontroli całego procesu
Deformacji blachy nie da się wyeliminować samym wyborem drogiej technologii. Potrzebne jest połączenie odpowiedniej maszyny, dobrze dobranych parametrów, poprawnie przygotowanego projektu i doświadczenia operatora. Dopiero wtedy detal ma szansę zachować wymiar, płaskość i powtarzalną krawędź bez kosztownych poprawek.
Reklama
Ciecielaser.pl realizuje precyzyjne cięcie laserowe blach – https://ciecielaser.pl/ciecie-laserowe-blach/ – oraz dalszą obróbkę metalu, dzięki czemu łatwiej zachować kontrolę nad detalem od pliku produkcyjnego po gotowy element. Jeśli szukasz usług cięcia laserem, zwłaszcza w okolicach Lublina, zależy Ci na dokładności, powtarzalności i sprawnej realizacji, sprawdź Ciecielaser.pl: https://ciecielaser.pl/ciecie-laserem-lublin/

Obserwuj nas na  Google News
Google News
Chcesz być na bieżąco z wieściami z naszego portalu? Obserwuj nas na Google News!

Reklama
Komentarze opinie
Podziel się swoją opinią
Twoje zdanie jest ważne jednak nie może ranić innych osób lub grup.
Najnowsze rolki
















Reklama
Wideo jaw.pl
Reklama





Reklama

Reklama
Reklama
Najnowsze wiadomości
- 28/07 Pełnia Koźlego Księżyca już 29 lipca. To będzie wyjątkowy wieczór na obserwację nieba
- 28/07 Jaworzno zapowiada kolejne remonty dróg. Sprawdź, gdzie ruszą prace
- 28/07 Tauron rozbuduje sieć dla szybkich ładowarek. Powstaną 53 nowe punkty zasilania
- 28/07 Kwota wolna od podatku 60 tys. zł. Ministerstwo Finansów podało koszt planowanych zmian
- 28/07 Oddział nefrologiczny w szpitalu Chrzanowie. Specjalistyczna pomoc 24 godziny na dobę
- 28/07 Z Kolejami Śląskimi na Kujawy. To możliwe już za 59 zł, ale wymaga dobrej organizacji i cierpliwości
- 28/07 Dramat 56-latki z Jaworzna. Znęcał się nad nią własny syn
- 28/07 Prace na DK 79 już ruszyły. Kierowcy muszą zwolnić
- 28/07 Tomasz Wrona o legendach z Mysłowic i śląskiej godce. Utopce, zmory i rozbójnicy
- 28/07 Bezpłatne badania i konsultacje dla seniorów w Jaworznie
- 28/07 Wakacje w rytmie zumby. Seniorzy z Klubu To i Owo nie zwalniają tempa
- 28/07 ZUS. Choroba w trakcie urlopu? Pamiętaj o podaniu aktualnego adresu
- 28/07 Do specjalisty na NFZ w Jaworznie czy w sąsiednim mieście? Porównujemy szacowane czasy
- 28/07 Nowa fabryka lub magazyny w Jaworznie? Działka inwestycyjna na sprzedaż za ponad 7,2 mln zł
- 27/07 Wyburzają dawną izbę wytrzeźwień. W jej miejscu powstaną apartamenty
- 27/07 Ceny na stacjach paliw mocno w górę! Ile kosztuje benzyna, olej napędowy i LPG?
- 27/07 Ruszył przetarg na budowę Centrum Serwisowego Kolei Śląskich
- 27/07 Zwężenie na DK79 przy Designer Outlet Sosnowiec. Utrudnienia w obu kierunkach
- 27/07 X Letni Festiwal Rocka, czyli „nie ma się do czego przyczepić”
- 27/07 Tomasz Wrona zebrał historie, które żyły tylko w opowieściach. Ponad 200 legend i podań z Mysłowic
Komentarze